工厂化水产养殖系统

工厂化水产养殖是一种将传统渔业工业化的养殖模式,它利用现代化的科学技术对水产品进行高密度、集约化生产。
经过科学的论证、精心的设计、具有可行性强的运行,最终实现水产养殖行业低污染、低风险、高效益、可持续发展的经营目标。
目录
01
为什么要发展工厂化水产养殖
02
工厂化水产养殖的优点
03
工厂化水产养殖的具体形式
04
工厂化水产养殖水质处理要求
05
工厂化水产养殖系统组成及基本工艺
06
工厂化水产养殖分系统功能说明
07
工厂化水产养殖系统成本及效益分析
08
总结
01
为什么要发展工厂化水产养殖
气候异常因素
随着全球气候的异常加剧,特别是近年来大面积长时间干旱、洪涝、台风等极端天气多发。
广东及海南等沿海地区网箱养殖及土塘养殖都损失惨重,长江流域的水产养殖业几近绝收,众多珍稀的水产品也因此绝迹,靠天吃饭的水产养殖模式走入了死胡同。
工厂化水产养殖模式采用的是室内养殖的工业模式,因此不会受这样的极端天气的影响。
水源因素
随着工业的急速发展和气候变化带来的影响,水资源出现了严重的枯竭。地下水位持续降低,自然降水大幅减少,水产养殖行业的可持续发展面临严峻挑战。
而工厂化水产养殖模式可大量节约用水,为农业的可持续发展奠定坚实的基础。
病害因素
传统水产养殖存在着大量的病害侵扰,特别是区域性的网箱养殖。当一片水域被偶尔死亡的病鱼污染后,整片海域的水产养殖都可能面临着巨大的风险。
随着养殖规模的扩大、养殖种苗的退化、致病生物的基因多样化,传统水产养殖业在防治病害方面日渐突出,而大量用药的结果不仅导致致病病毒基因突变更难应付更会造成周边水环境的污染。
更重要的是,在人们越来越重视食品安全的今天,高化学残留的水产品将会受到来自市场的强烈抵制。因此,绿色环保、高密度的工厂化水产养殖是现实形势所逼的必然趋势。
水质污染及人为因素
工业的飞速发展带来的诸多影响中,环境污染当属罪魁祸首。
因上游水污染而导致的死鱼事件更是层出不穷,另外水体富营养化而导致的蓝藻爆发事件更是时有发生。

02
工厂化水产养殖的优点
1、低碳环保。同样的生物负载下,工厂化水产养殖所消耗的能量远远低于水产养殖所消耗的能量。同时没有养殖废水排出,不会对环境造成二次污染。
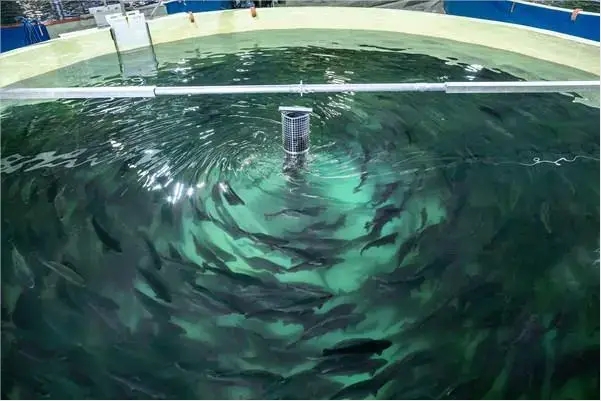
2、高密度、高效益。工厂化水产养殖所占的土地面积比传统水产养殖所占土地面积大大缩小。而养殖密度可以大大提高。比如淡水宝石鲈可以达到80公斤每立方的养殖密度,相同面积的养殖水体,经济产出可比传统养殖高出几十倍。
3、不受到气候、水质变化等自然环境的影响和制约,而且可以一年之中多轮下苗,做到不间断销售、反季节上市、节假日集中销售等,最终达到利润最大化。
4、相对封闭的养殖空间能,有效隔离病害和控制病源的侵入,大大降低水产养殖过程中病害爆发风险。
5、由于集约化及自动化设备的普遍应用,可以大大减少水产养殖过程中的人工成本。

03
工厂化水产养殖的具体形式
流水式工厂化养殖
适宜于水源水质较好、换水成本较低的地方。如森林地带中下游,靠近淡水河的地方,或是海岸的岬角地带。
由于当地水源无工业污染,水质清澈纯净,微量元素丰富,水量及水质变化不大,可引用河水或海水作为水源,搭建钢结构防风棚,保持进水与排水同时进行,这种叫流水式工厂化水产养殖。
亦可保持一定的换水率,增加循环水养殖系统设备对养殖水体进行循环处理,以便使水质变化控制在极小的范围内,这样最有利于水产品的生长,这种形式被称作半流水式工厂化水产养殖。
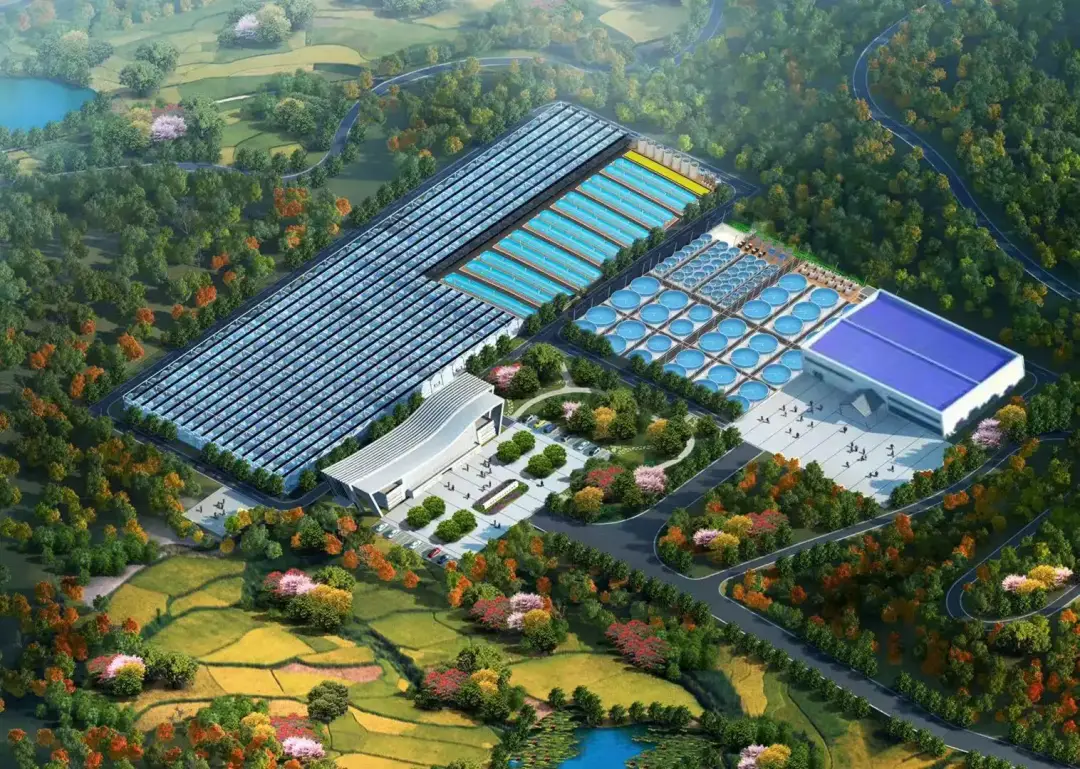
全封闭循环水养殖
适用于优质水资源稀少的地方。如污染严重的城市郊区、海水或淡水河流被严重污染地区、内陆没有海水的地方,
可实行全封闭循环水养殖,这种养殖模式对外界环境的依赖性小,系统稳定运行后可持续营利,但前期土建及设备投入较高。
循环水水产育苗
水产育苗作为水产养殖环节的第一环,水质的好坏直接关系到下游的整个产业链的成败。
因此,尽一切可能提高孵化率、减少畸胎及死胎十分重要。
而经过系统设备处理后,稳定的水质对于提高育苗的孵化率等起着至关重要的作用。
水族及海洋馆工程
水族及海洋馆工程一般都建在城市的繁华地带,自然不能有效利用边远地区的水源,因此,循环水处理成套系统便成了唯一的选择。
它的原理同高密度工厂化水产养殖如出一辙。只是养殖密度较小,但却因为要达到较好的观赏效果,对水质的清澈度有更高的要求。

04
工厂化水产养殖水质处理要求
无论是传统的水产养殖模式,还是新型的工厂化水产养殖模式,一些基本的水质参数都是需要达标的。
比如养殖水体的温度、溶氧量、氨氮含量、亚硝酸盐含量等。
在实际应用中不同的鱼种对这些参数的要求和耐受力也是不同的。
在高密度工厂化水产养殖条件下,时刻保证相应的水质参数达标是整个循环水处理系统配置的根本依据。

05
工厂化水产养殖系统组成及基本工艺
工厂化水产养殖系统的配置应与对应鱼种的适应环境相匹配。
以全封闭的循环水养殖系统为例,整个大系统包括钢结构系统、土建系统、管道系统、机械过滤系统、动力设备、杀菌系统、恒温系统、生物过滤系统、增氧系统、水质监控系统、生物动态监控系统、自动喂食系统、污水处理再利用系统、照明系统、电气自动化控制系统等。

如果要实现更高层次的自动化管理,还可以增加远程信息传输及控制(互联网)、太阳能发电系统、鱼菜共生系统、生物饵料培育系统等。
有了循环水养殖系统,低风险、高效益的工厂化水产养殖便有了基本保障。
因为系统的正常动作需要操作者的管理和协作,同时水产生物从孵化到成长为待售的成鱼,是一个漫长而复杂的过程,在这个过程中,有一些突发或不可控因素同样会影响到养殖业主的经济效益。
如鱼类突发疾病,或是养殖场突然停电,这就需要渔场管理者具备专业的应对突发事件的能力,同时要有相应的风险控制措施。
另外,专业的水产养殖技术也是不可或缺的。如何针对不同的鱼种进行繁育和养殖,以期达到最佳的收益,需要养殖主具有专业的水产养殖知识。
只有经过大量的实践和科学验证的技术才能保证水产养殖场的最终营利。
综上所述,循环水处理系统、渔场管理、水产养殖技术是为新型工厂化水产养殖的三大要素,软件与硬件都是必需的。

06
工厂化水产养殖分系统功能说明
1、机械过滤系统
机械过滤系统的主要功能就是通过不断的循环,将水中鱼类的粪便及多投的饲料等固体颗粒及胶体状物质过滤分离出去。
以避免它们留在养殖水体中继续分解成对水生生物有毒的氨氮等物质。
机械过滤系统设备分很多种,常见的有微滤机、蛋白质分离器、过滤沙缸、精密过滤器等。

蛋白质分离器是一种气浮分离装置,一般用于海水中固体悬浮物和胶状物的去除。独特的设计也不用进行人工清洗。

而过滤沙缸则是一种需要人工手动清洗的设备,因为它逐渐在水产养殖中被淘汰,现在可用于原水处理上。
2、生物过滤系统
生物过滤系统是指利用特定的生物培养器,培育有益菌群,使之能分解养殖水体中的有害物质。从而达到循环水可持续利用的目的。
生物过滤系统是整个水处理系统的核心系统。其中氮循环是最受人关注的技术环节。氨氮或亚硝酸盐含量过高,将会对水水生物造成致命的危害。
因此,通过精巧的设计、利用专业培育的生物细菌对有害物质进行清除分离,是整个循环水处理系统的核心所在。

当氨元素存在于鱼类的饲料里的时候,它一般是以蛋白质的形式存在。投喂后,大部分蛋白质会被鱼类吃掉,一小部分未被吃掉的饲料就会散落在养殖水体中。
在分解细菌的作用下,它们逐渐转化成了氨基酸,再进一步转化成了氨。被鱼类吃掉的一部分经过鱼类的消化,也转变成氨。
殊途同归的氨在分子态时是一种剧毒物质。在硝化细菌的作用下,它会被转化成亚硝酸盐。
亚硝酸盐是一种不太稳定的物质。在高氧化还原电位的情况下,会被氧化成亚硝酸盐。
此时如果有反硝化细菌,硝酸盐就会被转化成氮气从水中溢出。这样,水体中的氮元素就完成了一个完整的转化分离过程。

在实践中,生物过滤的细菌需要适宜的条件才能起到相应的作用。
如水体的温度、PH、溶氧量、合适的碳氧化、杀菌剂等。
因此,不仅要求其他系统设备与生物过滤器配套,更对操作者有一定的技术要求。
3、杀菌系统
杀菌系统是指通过一定的技术处理,使养殖水体中的生物细菌达到一定的良性动态平衡。
从而减少养殖病害的突发风险。当养殖病害发生后,也能及时有效地对病害进行控制和消除。
常见的设备有臭氧发生器、紫外线杀菌器等。这类产品的特点是杀菌能力强,安全可控、无有害残留等。

4、恒温系统
保持养殖水体温度恒定对于水产养殖来说十分重要。
因此,在工厂化水产养殖条件下,恒温系统是必不可少的。
恒温系统可以是锅炉,也可以是地暖,也可以是空气能或地源的冷暖机,无论用哪一种设备,就地取材,减少成本是养殖业主应该密切关注的。

5、增氧系统
增氧系统包含两大部分:
氧气源和增氧设备
当养殖密度较小时,利用空气来增氧都可以满足水生生物的需求。而高密度养殖状态下,高溶氧对水生生物的成长具有非凡的意义。
因此纯氧增氧成为必要。纯氧氧气源可以由制氧机不间断地生产,也可以由多组氧气瓶组成。

增氧方式
最常见的是气石曝气。氧气源来自于空气。这种方式因气泡直径过大,氧气溶解效率较差。
另外有射流器溶氧,射流器制造的气泡直径较小,从而使单位体积的气体与水接触的总表面积大大增加。
氧气溶解效率有相当大的提高。如果再配备了氧气锥等设备,溶氧效率会更好。
6、水质检测系统
水质检测系统也可以称作水质监控系统。它由一系列的电子设备及对应的配件组成。
可以抽样或在线检测养殖水体的各项指标。一般情况下,我们应关注的养殖用水指标有:
温度、PH、氨氮、亚硝酸盐、硝酸盐、盐度、溶氧度、硬度

当然还有其它的一些指标,如微量元素含量、重金属离子含量、农药残留含量等。
水质检测的结果直接反映出循环水处理系统的运行效果。
因此,及时、准确地检测养殖水体中的各指标的数值,是水产养殖操作员重要的日常工作之一。
水质检测设备可与电脑相连,结合最先进的物联网系统,完全可做到实时监控、远程智能数据传输。

7、养殖废水再利用系统
水产养殖过程中水生生物会产生大量的污物,综合利用这些污物,变废为宝,减少污染排放或零排放是工厂化循环水养殖的目的之一。
目前可以利用经过过滤得来的有机物进行发酵,制成沼气再发电,提供给动力系统。
最后形成的沼渣仍可以作为农田蔬菜的有机肥料。真正做到物尽其用,节能环保。
8、动力系统
在过滤系统中,养殖水体需要不停地循环处理,动力系统提供最初的水体运行动力源。
不同的动力系统设计,直接影响到了养殖业主的长期经营成本。
因此,在整个工厂化水产养殖的设计阶段,就应该结合实际情况,科学合理地减少动力系统的能耗。
9、管道与土建系统
管道与土建系统在设计阶段就应该与即将安装的设备等配套。
鱼池可以是玻璃材质,也可以是塑料。
当然也可以是水泥地。但应该做好防渗漏、保温等措施。
10、监控系统
监控系统包括水下监控系统和管理监控系统。
水下监控系统主要是为了监控生物在水下的活动,进食情况。
以便养殖管理者能更好及时地了解养殖品种的实时状态,防患于未然。
管理监控系统是为了防火防盗及其其它突发情况。
这些监控数据都可以通过现有的互联网技术第一时间上传到管理者的电脑或手机上,实现渔场管理的智能化。
11、自动喂食系统
对于一个工厂化水平养殖渔场来讲,人工喂食的劳动力成本是一项不小的支出,而集约化的渔业管理模式让自动喂食显得十分必要。
同时,自动喂食可以做到定时定量。
随着水生物不断长大,喂食量也应该同步增加。规律性喂食对水生物的生长具有重要的意义。
12、太阳能系统
太阳能系统不仅包括一系列的太阳能发电装置,也包括在电路控制,电力存储等附带设备。
在工厂化水产养殖系统的最初设计阶段,管理者应该考虑到养殖场顶棚就建立透光保温板。
太阳能可以提供一部分养殖场所消耗的电能。如照明系统和电气控制总成。
如何进一步拓展工厂化水产养殖所消耗的电能,是水产从业者应该进一步研究的重要课题。
13、鱼菜共生模式
水产养殖会产生含有氨或硝酸盐等物质的废水。
如果用设备处理,投入较高。而且设备运行所消耗的成本也相当可观。
如果在工厂化水产养殖系统中加入水培蔬菜系统,这些氨氮等物质将会成为水生蔬菜的靓号肥料。
从而达到“养鱼不换水,种菜不施肥”水产养殖与水产蔬菜双重丰收的效果。
鱼菜共生让动物植物微生物三者之间达到一种和谐的生态平衡关系,是未来可持续循环性零排放的低碳生产模式。

07
工厂化水产养殖系统成本及效益分析
一、工厂化水产养殖首先应着重考虑以下几点
1、养殖品种
水产养殖的最终效益是由市场来体现的。
及时跟踪市场风向,再结合相关品种的养殖难度,操作者所掌握的技术,
养殖场所处的地理位置等因素来确定最适合自己水平的品种。

2、养殖密度
工厂化水产养殖是一种高投入的生产模式。
在系统设备处理能力范围内,尽可能地提高养殖密度,才能做到产出最大化。
而且高密度养殖本身就是工厂化水产养殖的核心内容—提高单位面积内的经济产值。
3、当地有哪些优势
比如当地有良好的水源,那么工厂化水产养殖的水处理难度就大大降低了。
如果当地有相当良好的热源,如发电厂排出的蒸汽热源,可以为水产养殖场提供廉价的冬季加热所需热量,那就更是锦上添花了。
二、工厂化水产养殖主要投入项目
土建成本、设备成本、管理成本、电力成本、饲料成本
在正确选择养殖品种,及时把握市场风向的同时,能对工厂化水产养殖中的各个环节进行良好的成本控制。
养殖业主才能在水产养殖行业收获那份属于自己的财富!

08
总 结
工厂化水产养殖是一个系统工程,它不能仅靠其中的一项内容而存在。
人、系统设备、环境、养殖技术等因素都是它的重要支撑,而最终起决定因素的是人的因素,
如何将有限的资源通过不同形式的排列组合,使之产生最大的经济效益,管理者自身起到了关键的主导作用。
即使是水产品的养殖成功,市场的价格波动、检验检疫等因素也同样会给最终的养殖收益带来风险。
因此,在使用工厂化模式进行水产养殖时,应做好缜密的调查研究、科学论证工作。将潜在的风险控制在最低的水平。
最后,在新型农业、环保产业、现代科技飞速发展的今天,
希望广大的养殖户朋友能把握好历史机遇、引领行业潮流,在未来开拓出一片新天地!